Share
Pin
Tweet
Send
Share
Send

سوف تحتاج
- تحول وآلة طحن.
- البلغارية.
- ملف للمعادن.
- أدوات القطع والقطع ؛
- تدريبات تطور
- مطحنة القرص
- الشدات.
- معدات تصلب.
- رنيه الفرجار.
- قطع السوائل.
أيضًا ، لإجراء الحفر Watts ، تحتاج إلى قضيب فولاذي عالي السرعة وللقالب - دائرة فولاذية.
جعل الحفر واتس

في الشغل باستخدام آلة الطحن NGF-110 ، نقوم بإجراء ثلاثة أخاديد طولية. ستستمر العملية بجهد كبير ، لأن خصائص مادة قاطعة الكربيد ليست أعلى بكثير من خصائص قاطعة سريعة.


بعد ذلك ، نثني الشغل على الأخاديد بشكل متقلب وننفذ الملف التعريفي لثلاثة أسنان مقطعة بمطحنة ، بدءًا من الفتحات. نشحذ الوجه النهائي للحفر ، ولا يتم شحذ الوجوه الجانبية.


بالنسبة للمعدات الخاصة لتصنيع الثقوب المربعة ، فإن حفر Watts لا يدور حول محورها الطولي فقط ، ولكن المحور نفسه يصنع مسارًا موصوفًا بأربعة أقواس إهليلجية. لكننا سوف نختار طريقا مختلفا.


صنع قالب
الجزء الثاني هو القالب الذي تدور فيه تدريبات واتس. في حالتنا ، قطر الحفر هو 15 ملم. هذا يعني أن المربع الذي صنعه سيكون 15 × 15 مم.
للتأكد من أن حفر Watts لا يشوي في القالب الحالي ، ضعه في شريط بلاستيكي بمساحة 15 × 15 مم وابدأ تدوير التدوير. لا ينبغي أن يعض ويقطع الرقائق من جوانب المربع.
نعلق الناسخة فارغة في تشاك المخرطة ونطحن الوجه النهائي. ثم حفر حفر 15 ملم في وسط حفرة من خلال وحفرها مع حفر قطرها كبير إلى العمق المطلوب.
من خلال القاطع نأتي القطر الداخلي للثقب الكبير ونطحن الشغل من الخارج. أقرب إلى النهاية الأمامية للقالب ، نقوم بحفر 4 فتحات بالتساوي في دائرة ، ونقطع الخيوط الموجودة أسفل البراغي لإصلاح الناسخة على قطعة العمل التي سيتم فيها إنشاء ثقب مربع.

نرسم أربعة خطوط على الجانب الخلفي من القالب فارغًا برأس خامل وقسم ، والذي يتقاطع ، ويشكل مربعًا مقاس 15 × 15 مم موصوفًا حول فتحة بقطر 15 مم.

في الزوايا الداخلية للساحة المحددة ، نقوم بحفر 4 فتحات بمثقاب رفيع. نقوم بربط وعاء ناسخة في نائب وملف مع ملف لتشكيل حفرة مربعة من حفرة مستديرة. تم تصميم نمط واتس والحفر للعمل معا.



للتصلب ، نقوم بتسخين القالب في فرن غط وخفضه في حاوية مع زيت المحرك.


لتقليل تشويه الحفر أثناء التشغيل ، ننتج سلك تمديد له. وهذا سيجعل ثقب مربع محوري في الطول. نحن إصلاح الحفر في سلك التمديد مع اثنين من البراغي.

عملية ثقب مربع
نصلح الحفر بامتداد في رأس المخرطة. لاختبار الأداة ، سنقوم بعمل ثقب مربع في مادة الألومنيوم.

نحن نطحن الوجه النهائي والسطح الجانبي للشغل.

نقوم بتثبيت قالب على قطعة الشغل ونصنع ثقبًا دائريًا صغيرًا في مكان مربع المستقبل باستخدام مثقاب.


لتخفيف اصطدامات الحفر بالميدان مع مربع القالب ، قم بتدحيم هذا المكان باستخدام شحم SHRUS.

نبدأ التدريبات في مربع الناسخ وتدوير الشغل باليد بواسطة ظرف. إذا لم يتم التشويش أو العض ، فقم بتشغيل الجهاز.
نحن نطعم الأداة للأمام ونرى الحركات المعقدة التي يقوم بها الحفر في منطقة القالب. بعد مرور بعض الوقت ، يبدأ إخراج الرقائق ، مما يشير إلى أن العملية قد بدأت.

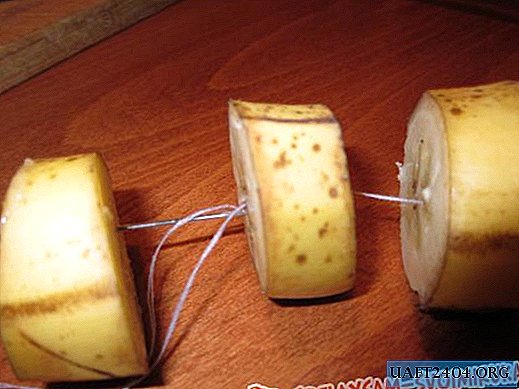
بعد الوصول إلى العمق المطلوب ، قم بإيقاف تشغيل الجهاز ، وقم بإزالة غراب الرأس باستخدام الأداة ، وقم بإزالة القالب وفصل الأسطوانة بطول حوالي 30 مم عن قطعة العمل باستخدام قاطعة.
نتأكد من أن الفتحة المربعة مصنوعة في الطول دون انتهاك المحاذاة والحجم الجانبي. اجتازت أجهزتنا بنجاح أول اختبار.

ننتقل إلى عملية أكثر تعقيدًا - تصنيع فتحة مربعة في قالب فولاذي. نطحنها أيضًا على طول السطح والسطح الجانبي. نحن الرياح وإصلاح القالب. نأتي الأداة والبدء في الحفر.
يتم الإشارة إلى العملية عن طريق اهتزاز الحفر وظهور الرقائق. نحن تغذية الأداة إلى نفس 30 ملم. ثم نزيل القالب ونقطع الشغل بالفتحة المربعة الناتجة.
النتائج
بعد طحن نهايات الفراغات بفتحات مربعة ، نتأكد من أنها تحولت إلى نوعية في الاتجاهات الطولية والعرضية ، بغض النظر عن المادة - الألومنيوم أو الفولاذ.
كما بقي حفر القالب ومربعه على حالتهما ولم يصبحا مملة ، أي أنهما جاهزان للعمل مرة أخرى.
من الواضح أنه في كل حجم من الحفرة المربعة ، تحتاج إلى حفر واتس منفصل ، ويمكن جعل القالب ، إذا تم تناوله بطريقة إبداعية ، عالميًا في حدود معينة.
Share
Pin
Tweet
Send
Share
Send